




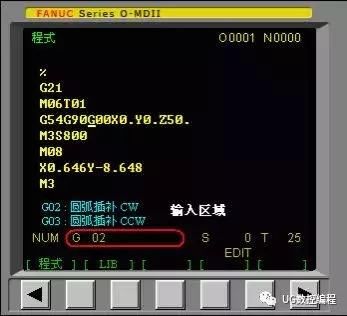
在“視圖”下拉菜單或者浮動菜單中選擇“控制面板切換”后,數控系統操作鍵盤會出現在視窗的右上角,其左側為數控系統顯示屏,如下圖所示。用操作鍵盤結合顯示屏可以進行數控系統操作。
數字/字母鍵
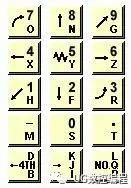
數字/字母鍵用于輸入數據到輸入區域(如下圖所示),系統自動判別取字母還是取數字。
鍵的輸入順序是:K→J→I→K???循環。
編輯鍵
替代鍵。用輸入的數據替代光標所在的數據。
刪除鍵。刪除光標所在的數據;或者刪除一個數控程序或者刪除全部數控程序。
插入鍵。把輸入域之中的數據插入到當前光標之后的位置。
修改鍵。消除輸入域內的數據。
回撤換行鍵。結束一行程序的輸入并且換行。
頁面切換鍵
數控程序顯示與編輯頁面。
位置顯示頁面。位置顯示有三種方式,用PAGE按鈕選擇。
參數輸入頁面。按第一次進入坐標系設置頁面,按第二次進入刀具補償參數頁面。進入不同的頁面以后,用PAGE 按鈕切換。
翻頁按鈕(PAGE)
向下或向上翻頁。
光標移動(CURSOR)
向下或向上移動光標。
輸入鍵
輸入鍵。把輸入域內的數據輸入參數頁面或者輸入一個外部的數控程序。
輸出鍵
輸出鍵。把當前數控程序輸出到計算機。
手動操作虛擬數控銑床
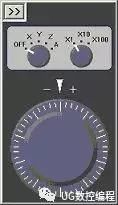
回參考點
*置模式旋鈕在“HOME”位置
*選擇各軸,按住按鈕,即回參考點.
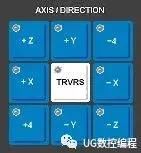
移動
手動移動機床的方法有三種:
方法一: 連續移動。這種方法用于較長距離的臺面移動。
(1) 置模式旋鈕在“JOG”位置:
(2) 選擇各軸,按方向鈕,按住按鈕機床臺面運動,松開后停止運動。
(3) 用旋鈕
調節移動速度。
方法二: 點動(JOG),這種方法用于微量調整,如用在對基準操作中。
(1) 置模式旋鈕在“JOG INC”位置:
(2) 選擇各軸,按按鈕,每按一次,臺面移動一步。
(3) 用單步進給量控制旋鈕
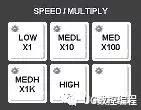
調節每一步移動距離。
方法三: 操縱“手脈”(MPG),這種方法用于微量調整。在實際生產中,使用手脈可以讓操作者容易調整自己的工作位置。
(1) 置模式旋鈕在“MPG”位置:
(2) 把光標置于“手輪”之上
,按住鼠標旋轉,松開鼠標鍵停止機床移動。(3) 用單步進給量控制旋鈕調節手輪每轉過一格的移動距離。
開、關主軸
置模式旋鈕在“JOG”, "JOG INC"或“MPG”位置。按
按鈕開、關機床主軸
啟動程序加工零件
置模式旋鈕在“AUTO”位置
選擇一個數控程序按數控程序運行控制開關中的
按鈕
試運行程序
試運行程序時,機床和刀具不切削零件,僅運行程序.置在機床鎖“ON”位置
選擇一個數控程序按數控程序運行控制開關中的
按鈕。
單步運行
置單步開關于“ON”位置
數控程序運行過程中,每按一次
執行一條指令。
選擇一個數控程序
有二種方法進行選擇
方法一:按編號搜索選擇默模式放在EDIT 按
鍵入字母“O”按
鍵入數子“7”鍵入搜索的號碼:“O7”按CURSOR
開始搜索;找到后,“O7”顯示在屏幕右上角程序編號位置,NC程序顯示在屏幕上。
方法二: 選擇模式AUTO位置按
鍵入字母“O”按
鍵入字母“7”,鍵入搜索的號碼:“O7”按
開始搜索, “O7”顯示在屏幕右上角,NC程序顯示在屏幕上。
刪除一個數控程序
選擇模式在EDIT按
鍵入字母“O”按
鍵入字母“7”鍵入要刪除的程序的號碼:“O7”按
, “O7”NC程序被刪除。
刪除全部數控程序
選擇模式在EDIT按
鍵入字母“O”鍵入“9999”按
全部數控程序被刪除
搜索一個指定的代碼
一個指定的代碼可以是:一個字母或一個完整的代碼。例如:“N0010”,“M”,“F”,“G03”等等。搜索在當前數控程序內進行。
操作步驟如下:在AUTO或EDIT按
選擇一個NC程序輸入需要搜索的字母或代碼按 CURSOR
開始在當前數控程序中搜索。
點擊免費領取?數控車、數控銑編程手冊,UG編程視頻教程、軟件安裝包安裝教程、后處理、外掛等超多素材
編輯NC程序(刪除、插入、替換操作)
模式置于EDIT選擇
輸入被編輯的NC程序名如“07”,按
即可編輯。
移動光標
方法一:按 PAGE
翻頁,按 CURSOR
移動光標。
方法二:用搜索一個指定的代碼的方法移動光標。輸入數據:用光標點擊數字/字母鍵,數據被輸入到輸入域。
鍵用于刪除輸入域內的數據。
刪除、插入、替代
鍵,刪除光標所在的代碼按
鍵,把輸入域的內容插入到光標所在代碼后面。按
鍵,把輸入域的內容替代光標所在的代碼。
通過控制箱操作面板手工輸入NC程序
置模式開關在EDIT按
鍵,進入程序頁面。按
鍵入“O7” 程序編名鍵入程序名,但不可以與已有程序名的重復。按
鍵,開始程序輸入。
輸入程序,每次可以輸入一個代碼;方法見編輯NC程序中的輸入數據操作和刪除、插入、替換操作。用回車換行鍵
結束一行的輸入后換行。再繼續輸入。
從計算機輸入一個數控程序
置模式于DNC位置在用232電纜線連接PC機 和數控機床 ,選擇數控程序文件傳輸。按
鍵切換到PROGRAM 頁面輸入程序編號“Oxxxx”按
鍵,讀入數控程序。
輸入零件原點參數置
開關在EDIT或AUTO按
鍵進入參數設定頁面,按“工件”用PAGE
鍵在No1~No3坐標系頁面和No4~No6坐標系頁面之間切換,No1~No6分別對應G54~G59。
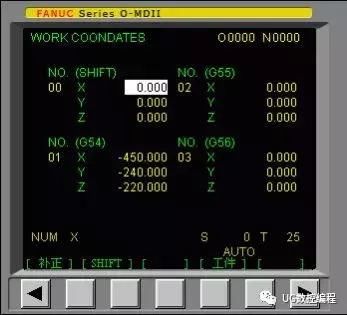
用CURSOR
選擇坐標系。輸入地址字(X/Y/Z)和數值到輸入域。方法參考“輸入數據”操作按
鍵,把輸入域中間的內容輸入到所指定的位置。
輸入刀具補償參數
置模式開關在EDIT或AUTO按
鍵進入參數設定頁面,按“補正”用PAGE
鍵選擇長度補償,半徑補償
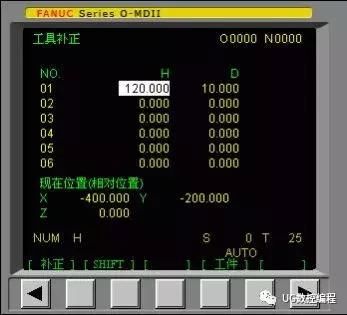
用CURSOR
鍵選擇補償參數編號輸入補償值到長度補償H或半經補償D
位置顯示
鍵切換到位置顯示頁面。
位置顯示有三種方式,用PAGE
鍵或按鍵切換。
零件坐標系(絕對坐標系)位置:顯示刀位點在當前零件坐標系中的位置。
相對坐標系位置:顯示操作者預先設定為零的相對位置。
綜合顯示:同時顯示當時刀位點在以下坐標系中的位置

零件坐標系中的位置(ABSOLUTE)
相對坐標系中的位置(RELATIVE)
機床坐標系中的位置(MACHINE)
當前運動指令的剩余移動量(DISTANCE TO GO)

服務熱線